Zur Bearbeitung mit unterschiedlichen Drehrichtungen benötigt eine Drehmaschine ein Wendeherz für den Vorschub. Das Zwischenrad, dass den Vorschub über die Wechselräder mit der Drehspindel verbindet muss dazu durch ein oder zwei Zwischenzahnräder ersetzt werden. Wenn man die Position richtig wählt, kann man nun den Vorschub wahlweise vorwärts, rückwärts oder aus schalten.


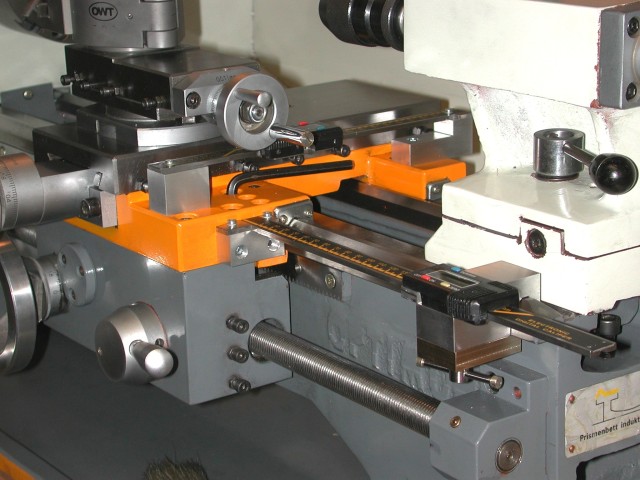
Was sich bei der Fräse bewährt hat, kommt auch an die Drehmaschine, Messschieber für alle Achsen und eine dazu passende Großanzeige. Da der Messschieber für die Z-Achse nur 200mm lang ist, erhielt er eine variable Klemmung am Ende. So kann man ihn bei Bedarf lösen und an einer anderen Stelle wieder fixieren. Für den kurzen Weg und die beengten Einbauverhältnisse habe ich einen Messschieber zerlegt und in ein neues Gehäuse ohne Display eingebaut. Datenkabel an führen nun zur Yadro-Anzeigeeinheit, ein Toshiba Libretto CT50 übernimmt die softwareseitige Verarbeitung der Signale und deren Anzeige. Vorteilhaft ist dabei die Möglichkeit der Datsellung von Radius oder Durchmesser, das Nullen der Achsel an verschiedenen Stellen, die Vorgabe von Maßen für die Anzeg und die Möglichkeit der Verrechung von Z und Z0-Messwerten.



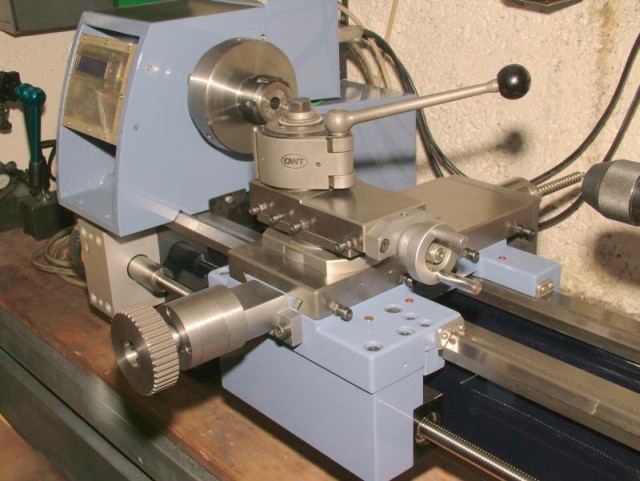
Eine wesentliche Verbesserung ergab sich durch eine größere und
präziser gefräste Halteplatte des Reitstocks. Jetzt lässt er sich mit
Hilfe einer durch einen kurzen Hebel versehenen Nuss schnell und sicher
klemmen. Eine Drehung um weniger als 90° genügt zum Feststellen oder
lösen.


Umbau der Quantum 250x400 auf CNC-Betrieb
Beim Entfernen der alten Farbe kam jede Menge Spachtelmasse zum Vorschein, die vom Abbeizer aufgeweicht war und nun auch ab musste. Neben der Spachtelmasse fiel dann auch der ganze mit Farbe versiegelte Gusssand mit ab. So begann dann das Spachteln und Schleifen um eine einigermaßen glatte Oberfläche zu erreichen.
Die benötigten Teile für den Einbau der KG-Spindeln hatte ich schon
vorher gedreht und gefräst. Als Antriebsmotoren habe ich Servomotoren
E240 verwendet und diese mit Zahnriemen 1:2 untersetzt. Am aufwändigsten
war der Umbau der X-Achse. Da der Platz für die Mutter der KG-Spindel
nicht ausreichte, baute ich diese hinten am Oberschlitten an, damit steht
das freie Ende der Spindel relativ weit nach hinten über die Maschine
hinaus, ein Rohr als Abdeckung schützt die Spindel vor Spänen.
Der Schlosskasten wurde durch ein massives Aluminiumteil ersetzt, welches
die KG-Mutter für die Z-Spindel aufnimmt. Dort ließ sich dann das
Gehäuse für die elektronischen Handräder gut anbringen. So kann man
auch mal bequem den einen oder anderen Bearbeitungsvorgang ohne
CNC-Programm von Hand vornehmen oder die Maschine für den CNC-Betrieb
einrichten.







Die Steuerung ist wieder die Servosteuerung mit dem UHU. Die Baugruppen wurden teilweise im Layout geändert um sie in einem kompakten PC-Gehäuse unterzubringen. Die Motoren werden mit 90V betrieben.